Ų¾śI(y©©)ą┬┬ä
──ą®ę“╦žįņ│╔┐╔Ū·ōŽŽ─zĮėŅ^Ą─╩š┐s
ą┼ŽóüĒį┤: ĪĪĪĪĢr(sh©¬)ķg:2015-11-12 8:26:45ĪĪ ś╦(bi©Īo)║ׯ║┐╔Ū·ōŽŽ─zĮėŅ^ ┐╔Ū·ōŽŽ─zĮėŅ^ÅS╝ę ┐╔Ū·ōŽŽ─zĮėŅ^ār(ji©ż)Ė±
┐╔Ū·ōŽŽ─zĮėŅ^▒├ķy┼c╣▄Ą└įO(sh©©)éõų«ķgĄ─▄øąįĮėŅ^Ż¼ėą║▄║├Ą─£pš£pįļŻ¼ča(b©│)āöū„ė├Ż¼╔·«a(ch©Żn)╣ż╦ćŠ½š┐ĪŻĄ½į┌╔·«a(ch©Żn)▀^│╠ųąę▓Ģ■(hu©¼)│÷¼F(xi©żn)║▄ČÓå¢Ņ}Ż¼Į±╠ņŠ═Įo┤¾╝ęĮķĮBę╗Ž┬┐╔Ū·ōŽŽ─zĮėŅ^Ą─╩š┐så¢Ņ}Ż¼įņ│╔╩š┐så¢Ņ}ėą──ÄūéĆ(g©©)ĘĮ├µĪŻ
įņ│╔┐╔Ū·ōŽŽ─zĮėŅ^╩š┐så¢Ņ}ų„ę¬▒Ē¼F(xi©żn)į┌ęįŽ┬Äū³c(di©Żn)Ż║
ĪĪĪĪę╗Īóūó╦▄─ŻŠ▀Ż╗ČÓØ▓┐┌─ŻŠ▀꬚{(di©żo)š¹Ė„Ø▓┐┌Ą─│õ─Ż╦┘Č╚Ż¼ūŅ║├ī”ĘQķ_įO(sh©©)Ø▓┐┌ĪŻ─ŻŠ▀Ą─ĻP(gu©Īn)µI▓┐╬╗æ¬(y©®ng)ėąą¦ĄžįO(sh©©)ų├└õģs╦«Ą└Ż¼▒ŻūC─ŻŠ▀Ą─└õģsī”Ž¹│²╗“£p╔┘╩š┐sŲų°║▄║├Ą─ą¦╣¹ĪŻš¹éĆ(g©©)─ŻŠ▀æ¬(y©®ng)▓╗Ħ├½┤╠ŪęŠ▀ėą║Ž─Ż├▄ĘŌąįŻ¼─▄│ą╩▄Ė▀ē║ĪóĖ▀╦┘ĪóĄ═żČ╚╚█┴ŽĄ─│õ─ŻĪŻ
ĪĪĪĪČ■Īóūó╦▄įO(sh©©)éõŻ╗╣®┴Ž▓╗ūŃŻ¼ūó╦▄ÖC(j©®)┬▌ŚU╗“ų∙╚¹─źōpć└(y©ón)ųžŻ¼ūó╔õ╝░▒Żē║Ģr(sh©¬)╚█┴Ž░l(f©Ī)╔·┬®┴„Ż¼ĮĄĄ═┴╦│õ─Żē║┴”║═┴Ž┴┐Ż¼įņ│╔╚█┴Ž▓╗ūŃĪŻćŖūņ┐ū╠½┤¾╗“╠½ąĪĪŻ╠½ąĪät╚▌ęūČ┬╚¹▀M(j©¼n)┴Ž═©Ą└Ż¼╠½┤¾ätīó╩╣╔õ┴”ąĪŻ¼│õ─Ż░l(f©Ī)╔·└¦ļyĪŻ
ĪĪĪĪ╚²Īó╔·«a(ch©Żn)╣ż╦ćŻ╗į÷╝ėūó╔õē║┴”Ż¼▒Żē║ē║┴”Ż¼čėķLūó╔õĢr(sh©¬)ķgĪŻī”ė┌┴„äė(d©░ng)ąį┤¾Ą─╦▄┴ŽŻ¼Ė▀ē║Ģ■(hu©¼)«a(ch©Żn)╔·’w▀ģę²Ų╦·┐ėæ¬(y©®ng)▀m«ö(d©Īng)ĮĄĄ═┴Ž£žŻ¼ĮĄĄ═ÖC(j©®)═▓Ū░Č╬║═ćŖūņ£žČ╚Ż¼╩╣▀M(j©¼n)╚ļą═Ū╗Ą─╚█┴Ž╚▌Ęeūā╗»£p╔┘Ż¼╚▌ęū└õ╣╠;ī”ė┌Ė▀żČ╚╦▄┴ŽŻ¼æ¬(y©®ng)╠ßĖ▀ÖC(j©®)═▓£žČ╚Ż¼╩╣│õ─Ż╚▌ęūĪŻ╩š┐s░l(f©Ī)╔·į┌Ø▓┐┌ģ^(q©▒)ė“Ģr(sh©¬)æ¬(y©®ng)čėķL▒Żē║Ģr(sh©¬)ķgĪŻ╠ßĖ▀ūó╔õ╦┘Č╚┐╔ęį▌^ĘĮ▒ŃĄž╩╣ųŲ╝■│õØM▓óŽ¹│²┤¾▓┐ĘųĄ─╩š┐sĪŻ▒Ī▒┌ųŲ╝■æ¬(y©®ng)╠ßĖ▀─ŻŠ▀£žČ╚Ż¼▒ŻūC┴Ž┴„ĒśĢ│;║±▒┌ųŲ╝■æ¬(y©®ng)£pĄ═─Ż£žęį╝ė╦┘▒ĒŲżĄ─╣╠╗»Č©ą═ĪŻčėķLųŲ╝■į┌─Żā╚(n©©i)└õģs═Ż┴¶Ģr(sh©¬)ķgŻ¼▒Ż│ųŠ∙ä“Ą─╔·«a(ch©Żn)ų▄Ų┌Ż¼į÷╝ė▒│ē║Ż¼┬▌ŚUŪ░Č╬▒Ż┴¶ę╗Č©Ą─ŠÅø_ē|Ą╚Š∙ėą└¹ė┌£p╔┘╩š┐s¼F(xi©żn)Ž¾ĪŻĄ═Š½Č╚ųŲŲĘæ¬(y©®ng)╝░įń│÷─ŻūīŲõį┌┐šÜŌųą╗“¤ß╦«ųąŠÅ┬²└õģsŻ¼┐╔ęį╩╣╩š┐s░╝Ž▌ŲĮŠÅėų▓╗ė░Ēæ╩╣ė├ĪŻ
ĪĪĪĪ╦─ĪóįŁ┴Žå¢Ņ}Ż║įŁ┴Ž╠½▄øęū░l(f©Ī)╔·░╝Ž▌Ż¼ėąą¦Ą─ĘĮĘ©╩Ūį┌Ž─zĮėŅ^ūó╦▄▀^│╠ųą╝ė╚ļ│╔║╦ä®ęį╝ė┐ņĮY(ji©”)Š¦ĪŻ
Ž─zĮėŅ^ ōŽąįŽ─zĮėŅ^ĪŁ
Ž─zĮėŅ^Īó┐©╣┐Ž─zĮėŅ^Īó┤¾ĘŁ▀ģŽ─zĮėŅ^ą┬▄SŽ─zĮėŅ^ÅS╝ęŻ¼īŻśI(y©©)╔·«a(ch©Żn)Ż¼┴┐┤¾Å─ā×(y©Łu)ŻĪ
▓╗õPõōļpĘ©╠mŽ▐╬╗╔ņ┐sĪŁ
▓╗õPõōļpĘ©╠m╔ņ┐sĮėŅ^╩Ūė╔▒Š¾wĪó├▄ĘŌ╚”Īóē║╔wĪó╔ņ┐sČ╠╣▄Ą╚ų„ę¬▓┐╝■ĮM│╔ĪŻį┌╦╔╠ū╔ņ┐sĮėŅ^įŁėąąį─▄Ą─╗∙ĄA(ch©│)╔Žį÷įO(sh©©)Ž▐╬╗čbų├Ż¼į┌ūŅ┤¾╔ņ┐s┴┐╠Äė├ļp┬▌─ĖµiČ©ĪŻ╣▄Ą└į┌į╩įSĄ─╔ņ┐s┴┐ųą┐╔ęįūįė╔╔ņ┐sŻ¼ę╗Ą®│¼ĪŁ
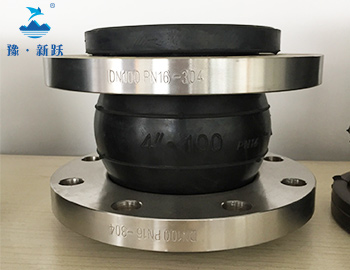
┐╔Ū·ōŽŽ─zĮėŅ^
┐╔Ū·ōŽŽ─zĮėŅ^║åĮķ┐╔Ū·ōŽŽ─zĮėŅ^ėųĮąū÷Ž─z╣▄▄øĮėŅ^Īó╚ßąįŽ─zĮėŅ^ĪóŽ─z▄øĮėŅ^ĪóŽ─zĮėŅ^ĪóĖ▀ē║Ž─zĮėŅ^ĪóŽ─z£pšŲ„Īóča(b©│)āöŲ„Ą╚ĪŻ░┤▀BĮėĘĮ╩ĮĘų╦╔╠ūĘ©╠m╩ĮĪó╣╠Č©Ę©╠m╩Į║═┬▌╝y╩Į3ĘNŻ╗░┤ĮY(ji©”)śŗ(g©░u)┐╔ĘųĪŁ

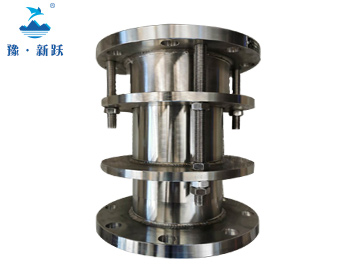
╚╦Ę└┤®ŠĆ├▄ķ]╠ū╣▄
┤®ŠĆ├▄ķ]╠ū╣▄šf├„Ż║1Īó«ö(d©Īng)ėŁ╦«├µ×ķĖ»╬gąįĮķ┘|(zh©¼)Ģr(sh©¬)Ż¼┐╔▓╔ė├ĘŌČ┬▓─┴Žīó┐pŽČĘŌČ┬;2.╠ū╣▄┤®ē”╠Ä╚ńė÷ĘŪ╗ņ─²═┴ē”▒┌Ģr(sh©¬)Ż¼æ¬(y©®ng)Šų▓┐Ė─ė├╗ņ─²═┴ē”▒┌Ż¼ŲõØ▓ūóĘČć·æ¬(y©®ng)▒╚ęĒŁh(hu©ón)ų▒ÅĮŻ©DS)┤¾200Ż¼▓óŪę▒žĒÜīó╠ū╣▄ę╗┤╬Ø▓╣╠ĪŁ
![╚╦Ę└┤®ŠĆ├▄ķ]╠ū╣▄](/UpFile/202003/2020030354335485.jpg)



 ╬óą┼
╬óą┼